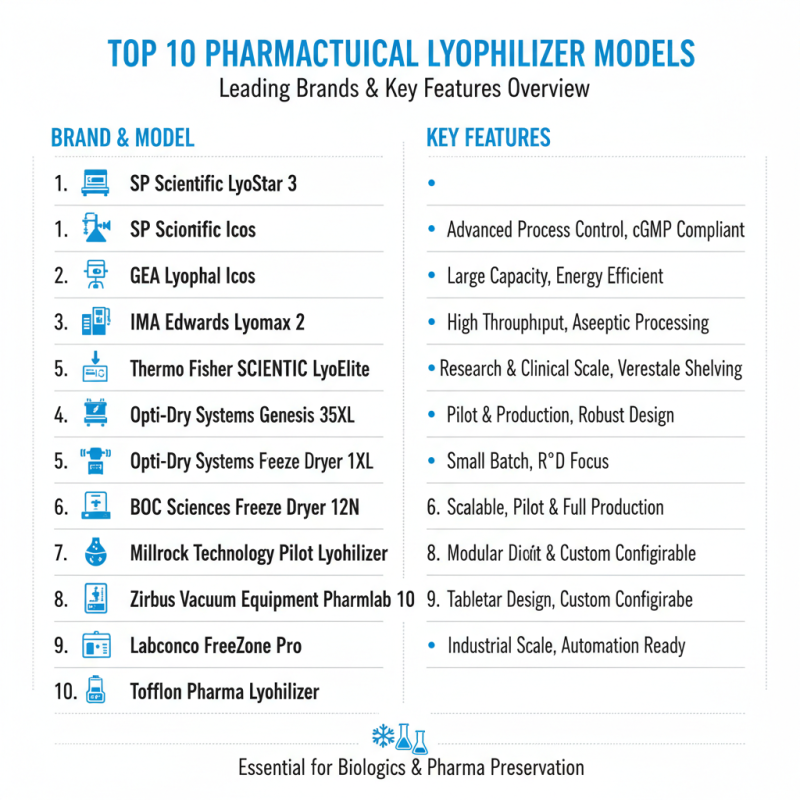
Top 10 Pharmaceutical Lyophilizer Models You Should Know?
Pharmaceutical Lyophilizers play a crucial role in the drug manufacturing process. These devices remove moisture from products, preserving their potency and ensuring stability. Each model offers unique features suited for various applications in the pharmaceutical industry.
When selecting a Pharmaceutical Lyophilizer, several factors come into play. Consider the scale of production, temperature control capabilities, and the intended applications. Not every model is perfect for every situation; learning from past experiences can guide future choices. There is room for improvement in many designs, often revealing unexpected challenges.
In this overview, we will explore the top 10 Pharmaceutical Lyophilizer models worth knowing. Each model has strengths and weaknesses. Understanding these can lead to better decisions in your manufacturing processes. We strive to present practical insights that can enhance your knowledge and efficiency in pharmaceutical production.

Top 10 Pharmaceutical Lyophilizer Models: An Overview of Leading Brands
The pharmaceutical industry heavily relies on lyophilizers. These machines play a crucial role in the preservation of biologics and pharmaceuticals. With many models available, understanding the best options is essential.
When evaluating lyophilizers, consider the chamber size. A larger chamber allows for more products but can increase energy consumption. Also, examine the drying capabilities. Some models are better suited for specific formulations. Always check user feedback. This can reveal potential shortcomings that sales teams might not mention.
**Tip:** Look for machines with user-friendly interfaces. Complex controls can lead to mistakes during operation.
Efficiency is another critical aspect. Some machines may save time, but they can sacrifice product quality. It's important to strike a balance. Regular maintenance is vital. Neglect can lead to larger issues later on.
**Tip:** Keep a maintenance log. Tracking issues helps in future troubleshooting. It’s easy to overlook small problems until they escalate.
Key Features to Look for in High-Performance Lyophilizers
When selecting a high-performance lyophilizer, several key features stand out.
A robust design is essential. It ensures durability and efficiency during the freezing and drying processes. Look for machines with stainless steel construction.
This material is resistant to corrosion and easy to clean.
Temperature control is crucial. A reliable lyophilizer should offer precise settings. This allows for consistent results.
Features like advanced sensors can help maintain optimal conditions. Vacuum pressure must also be adjustable.
This flexibility caters to various product requirements.
Tips: Always check the cooling capacity. Insufficient cooling can compromise your product quality.
Consider the user interface, too. A complicated setup can lead to mistakes.
An ideal lyophilizer has a transparent chamber.
This design enables easy monitoring of the product. Regular maintenance is another aspect.
It’s easy to overlook but vital for performance.
Remember, neglecting cleaning can lead to contamination.
Comparative Analysis of Lyophilizer Performance Metrics in the Industry
When analyzing the performance metrics of pharmaceutical lyophilizers, certain key factors stand out.
Temperature uniformity is vital, ensuring products maintain their integrity during the freeze-drying process.
Ineffective temperature control can lead to uneven drying, which compromises product quality.
It's essential to assess how different models manage this aspect.
Additionally, cycle time efficiency is a crucial metric.
Some machines boast faster drying cycles, which can significantly enhance productivity.
However, quicker cycles might not always guarantee the best outcome.
Inconsistent results can arise from inadequate drying time.
Companies need to balance speed with thoroughness to avoid pitfalls in their operations.
Monitoring energy consumption is another important metric.
Lyophilizers can be energy-intensive, impacting operational costs.
Evaluating energy efficiency while maintaining performance is critical.
Some models may consume less energy, yet not provide reliable results.
Ultimately, the right balance of speed, energy, and quality is essential for achieving optimal performance in pharmaceutical applications.
Impact of Lyophilizer Technology on Pharmaceutical Product Stability
Lyophilization, or freeze-drying, profoundly impacts pharmaceutical product stability. This process removes moisture from drugs while preserving their structure. By reducing water content, lyophilization helps prevent degradation. This is crucial for sensitive compounds like proteins and vaccines. Moisture can lead to chemical reactions and loss of efficacy. Lyophilizers achieve this by using controlled temperatures and vacuum conditions, creating a stable environment.
However, the technology isn't flawless. Improper freezing or drying can alter the drug's properties. For instance, crystallization might occur if the temperature varies too much. Quality control during the process is vital. Manufacturers need to ensure precise conditions to maintain drug stability. They must evaluate the lyophilization cycles rigorously.
Some may overlook the importance of packaging after lyophilization. Even a well-lyophilized product can suffer if not stored properly. Light, heat, and moisture can compromise stability over time. Science continues to advance in this area, but challenges remain. Reliable storage solutions are just as important as the lyophilization process itself. Balancing innovation and practical application is essential for success in pharmaceutical development.
Impact of Lyophilizer Technology on Pharmaceutical Product Stability
Market Trends and Future Innovations in Pharmaceutical Lyophilization
The pharmaceutical lyophilization market is evolving rapidly. According to a recent report, the global market is projected to reach $4.07 billion by 2026. This growth is driven by increasing demand for biologics and the need for improved drug stability. Lyophilization, or freeze-drying, enhances the shelf life of sensitive compounds, making it crucial in pharmaceuticals.
Future innovations focus on advanced technology. Automated systems are gaining traction. They reduce human error and enhance efficiency. A study highlighted that automated lyophilizers could improve cycle time by up to 30%. New materials are also being explored for better moisture control. These innovations could lead to more effective preservation methods.
However, challenges remain. The high initial cost of advanced equipment can deter smaller companies. Additionally, finding skilled professionals to operate complex systems is a hurdle. The industry must address these issues to harness the full potential of lyophilization. It’s essential for stakeholders to collaborate on training and scaling solutions.
Top 10 Pharmaceutical Lyophilizer Models You Should Know
| Model |
Type |
Capacity (L) |
Number of Shelves |
Temperature Range (°C) |
Current Market Price (USD) |
| Model A |
Benchtop |
5 |
4 |
-50 to +50 |
$15,000 |
| Model B |
Modular |
20 |
6 |
-60 to +40 |
$30,000 |
| Model C |
Production |
100 |
8 |
-80 to +35 |
$100,000 |
| Model D |
Benchtop |
10 |
5 |
-55 to +45 |
$25,000 |
| Model E |
Production |
150 |
10 |
-75 to +30 |
$120,000 |
| Model F |
Modular |
50 |
7 |
-40 to +50 |
$75,000 |
| Model G |
Production |
200 |
12 |
-85 to +25 |
$150,000 |
| Model H |
Benchtop |
8 |
4 |
-50 to +40 |
$18,000 |
| Model I |
Modular |
30 |
5 |
-60 to +35 |
$40,000 |
| Model J |
Production |
80 |
9 |
-70 to +30 |
$90,000 |